
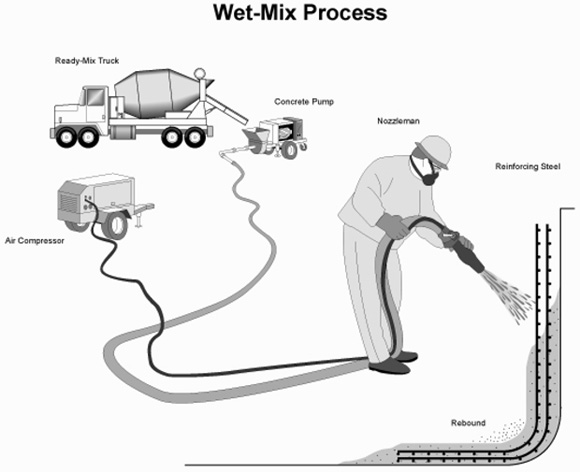
All concrete materials, including water, are thoroughly mixed and introduced into the delivery equipment. The wet concrete is pumped to the nozzle where compressed air is added to provide high velocity for placement and consolidation of the material onto the receiving surface.
Framing Smartphone Photos for Shotcrete Jobs Using the Rule of Thirds
With the improvements in smartphone technology over the last decade, many of the phones we have in our hands are just as good at taking quality photos as some point-and-shoot cameras. In the absence of a professional photographer to follow us around and shoot pictures at our job sites, it turns out we have the next best thing in our pockets!
The Jetcreter – The First Continuous-Feed, Dry-Mix Gun
During the summer of 1970, on my 18th birthday, my father woke me up and told me they needed me on a job. I drove out that morning in July to the Crucible Specialty Steel plant in Midland, PA. It was my first experience working on a Gunite job. We were gunning refractory in a vessel, and I was throwing 100 lb (46 kg) bags of pre-packaged refractory into a paddle mixer to pre-dampen the material. We emptied the paddle mixer on sheets of plywood and shoveled the pre-dampened refractory material into the dry-mix shotcrete gun’s hopper. The Jetcreter was a continuous-feed gun, and it was tough for us to keep up with it. It was a very long day for me because it took 15 hours to complete the gunning. I left the house that morning in the dark and returned home in the dark. That was my introduction to “Gunite” (now referred to as dry-mix shotcrete).
Coastal Gunite Construction Company Celebrates 40 years in Business
Coastal Gunite Construction Company delivers shotcrete construction services to build, maintain and rehabilitate concrete structures. Founded in 1983, Coastal Gunite Construction Company has developed a reputation for quality, integrity, and meeting strict performance requirements for both large and small projects. Their specialized experience in structural shotcrete construction allows them to provide owners and project engineers with cost-effective and enduring solutions to concrete infrastructure construction and maintenance needs.
High-Production, Quality Shotcrete
High-production shotcrete projects are amazing to observe; when operating at optimum level, it appears to be very simple. Those of us in the shotcrete industry know better; there are many well-trained people and detail-based processes required to make it all happen. The following is a brief layout of what it takes to operate as a high-production shotcrete contractor while producing the highest quality product.
Natural Fibers for Sustainability in Shotcrete Applications
The global construction industry consumes millions of tons of non-renewable resources every year. Conventional construction materials are known to be produced from sources that require an extremely high energy demand and, therefore, produce a large carbon footprint. The use of renewable, natural fiber resources plays a significant role in the development of eco-friendly building practices.
Onsite Presentations
What is the cost?
ASA informational Presentations are free to the host organization with five or more Architects, Engineers, or Specifiers in attendance. Webinars connecting multiple locations could also be arranged.
What is the value to your organization?
The shotcrete process offers numerous quality, efficiency, and sustainability advantages, but proper knowledge of the process is critical to the creation of a quality specification and for the success of any specifier/owner employing the process. Maintaining a high level of quality for concrete placed via the shotcrete method is ASA’s primary concern and we have found this type of onsite presentation to be an excellent tool for all involved. Typically these are 60-minute presentations, including Q&A, but can be tailored to accommodate your needs. ASA is a registered AIA/CES Provider.
ASA currently offers two presentation options:
Introduction to Shotcrete
- Advantages and benefits using the shotcrete process in a wide variety of applications
- Dry-mix and wet-mix processes
- Specifications, material considerations, placement techniques, and performance guidelines
- Structural considerations for shotcrete placement
- Pre-construction, jobsite conditions, curing methods
Shotcrete for Underground Applications
- Follows ACI 506.5R, “Guide for Specifying Underground Shotcrete”
- Highlights typical underground applications
- Covers materials, anchorage, reinforcement, and performance requirements
- Addresses batching/mixing, transport, placing equipment, preparation, curing, and protection
- Discusses QA/QC, submittals, preconstruction tests, and construction acceptance
- Includes repair and rehabilitation, safety, measurement, and payment
How do I arrange for an ASA informational presentation?
Contact ASA staff at [email protected] or (248) 983-1702 to arrange for an onsite informational presentation tailored for your group’s needs.
Student Outreach Program
Request a Seminar at your University
Introduction to Shotcrete — University Seminar
This 1-hour “Introduction to Shotcrete” seminar is provided free of charge to universities. The seminar is presented by one of our industry professionals with extensive shotcrete experience and gives students and faculty an overview of the shotcrete process from a concrete material, structural, architectural, and construction perspective. The on-site presentation allows speaker interaction with the students and faculty in Q&A during the presentation. Shotcrete placement’s flexibility and economy is driving increased usage in a wide variety of concrete applications including structural walls, seismic and other code-required upgrades, foundations, architectural concrete, liquid-containing structures, material storage domes, underground mining, subways, concrete repair and restoration, pools, skateparks, and soil stabilization. Civil and Structural Engineering, Materials, Construction Management, and Architecture students would benefit from this seminar.
Please call or e-mail ASA staff at 248.963.0210 or [email protected] with your:
- available/proposed date(s);
- anticipated class size; and
- any specialty areas of concern you would like addressed, such as underground, structural, repair and rehabilitation, materials, architectural, and so on.
ASA/Laval University Scholarship
Recognizing the contributions of Laval University to further the research and development of materials and equipment pertinent to advancing shotcrete technology, the American Shotcrete Association (ASA) offers an annual scholarship to one (1) Laval University graduate student leading a project on shotcrete. This graduate student must be enrolled in Laval University (M.Sc. or Ph.D. level) at the time of receiving the scholarship and be working under the supervision or co-supervision of Professor Marc Jolin.
Click for more details.
Eligibility
- The student must be enrolled at Laval University;
- He/she must be conducting an M.Sc. or Ph.D. level project at the time of receiving the scholarship (which is usually in January);
- He/she must be working under the supervision or co-supervision of Professor Marc Jolin;
- He/she must be working on shotcrete in his/her research project;
- He/she should have not received the award in the past for the same project; and
- He/she must submit a proposal document.
Evaluation Criteria
- (25 pts) Relevance of the project’s objectives with regards to the needs of the shotcrete industry.
- (25 pts) Clear presentation of the project’s scientific objectives.
- (20 pts) Quality, originality, and scope of the research project.
- (10 pts) Integration of sustainability elements in the project.
- (20 pts) Quality of the student’s resume.
Proposal Document
The proposal document (in English) must be two (2) pages maximum (letter format, single space, 12 pt font) including photos, graphics, references, etc. It must be accompanied by a complete resume (max. 2 pages).
Calendar
Deadline to submit a proposal is November 15 of each year.
Scholarship
$3000 USD to the student to be used for his/her tuition and/or educational expenses at Laval University.
Announcement and publication of awardee and an article on his/her research in ASA’s quarterly trade publication, Shotcrete magazine; the ASA website; and other social media channels including Facebook, ASA’s eNewsletter, “What’s in the Mix,” press releases, etc.
Past Scholarship Recipients
Click on a title below to expand.
2023-2024 ASA Graduate Scholarship Recipient
Jongbeam Kim

Jongbeom Kim is a Ph.D. candidate in the Department of Civil and Water Engineering at Université Laval, Québec City, QC, Canada. His primary research is focused on developing concrete mixture design and placement methods to reduce shotcrete rebound. He aims to characterize the dynamic properties associated with the freshly sprayed materials and establish a correlation to rebound. He earned both his Bachelor’s and Master’s degrees in Civil Engineering from Kangwon National University in South Korea. During his Master’s studies, he focused on research evaluating the air-void structure and the freeze-thaw resistance of wet-mix shotcrete mixtures containing natural fibers. With years of experience in conducting dry-mix and wet-mix shotcrete experiments and collaborations with industry partners, he has a strong understanding of shotcrete.
2022-2023 ASA Graduate Scholarship Recipient
Aimerick Vincent

Aimerick Vincent is currently an M.Sc. candidate in the Department of Civil and Water Engineering at Université Laval, Québec City, QC, Canada where he is studying and developing shotcrete mixtures with cellulose nanofibers. Prior to this, he obtained his bachelor’s degree in civil engineering from the Instituto Tecnologico de Durango, Mexico in 2018, after which he worked 3 ½ years in mining and tunneling with a large contractor, Fresnillo PLC Corporation. Aimerick is from Haiti. He worked for a few years in the mining business and decided to pursue an M.Sc. in shotcrete technology recently at UniversitéLaval. He is highly determined, very curious, and rigorous in his work. His M.Sc. project explores the use of micro and nano natural fibres in shotcrete, hope-ing to further control rebound and early-age cracking.
2021-2022 ASA Graduate Scholarship Recipient
Sophi-Isabell Dionne-Jacques

Sophie-Isabelle Dionne-Jacques is a M.Sc. Student in the Department of Civil and Water Engineering at Université Laval. The core of her graduate studies is to develop an integrated model of shotcrete rebound. This goal is to be achieved by further explaining the effect of rheology in substrate behavior during impact of aggregate. Her years of experience as a research assistant allowed her to develop concrete skills that she now builds upon to realize her M.Sc. project. She was a winning member of the concrete canoe project and the CAPSTONE design competition. She received her bachelor’s degree in civil engineering from Université Laval.
2020-2021 ASA Graduate Scholarship Recipient
Florent Pastoralli

Florent Pastorelli is currently completing his master’s degree in mechanical engineering at Université Laval in Québec City, QC,Canada. Originally from France, where he trained as a mechanical engineer at the Arts & Métiers school, Florent decided to pursue his education in Québec City in the field of robotic engineering. His research project focuses on the automation and optimization of shotcrete placement by the use of a computer controlled robotic arm. This project is part of a larger project developed by Marc Jolin’s Shotcrete Research Team, the SPARO project (Shotcrete Placement Automated by Robot).
2019-2020 ASA Graduate Scholarship Recipient
Thomas Germain

Thomas Germain is currently completing his master’s degree in civil engineering at Université Laval in Québec City, QC, Canada. Originally from France where he trained as a mechanical engineer at the Arts & Métiers school, Germain decided to pursue his education in Québec City in the field of civil engineering. His research project focuses on the reduction of rebound in shotcrete by better controlling the placement parameters of fresh concrete. This project is part of a larger project developed by Marc Jolin’s Shotcrete Research Team, pursuing the objective of “Zero Rebound.”
2018-2019 ASA Graduate Scholarship Recipient
Antoine Gagnon

Antoine Gagnon is a PhD Student in the Department of Civil and Water Engineering at Université Laval, Québec City, QC, Canada. The focus of his graduate research is in developing tools for the design and testing of fiber-reinforced shotcrete (FRS) for ground support. Gagnon has worked on shotcrete research projects with different companies in the industry. He also serves on technical committees of the American Concrete Institute. He received his bachelor’s degree and his master’s degree in civil engineering from Université Laval.
2017-2018 ASA Graduate Scholarship Recipient
Émile Blouin-Dallaire

Émile Blouin-Dallaire, Jr. Ing., holds a bachelor’s degree in civil engineering from Laval University, Quebec City, QC, Canada, where he is currently completing his master’s degree in the same field of study. His ongoing research project aims to optimize curing techniques and their impacts on shotcrete shrinkage and cracking. This project is part of the effort to reduce the cracking potential of shotcrete repairs and to improve their durability. He is working on one of several projects of the Collaborative Research and Development grant supported by King Shotcrete Solutions and the Canadian Natural Sciences and Engineering Research Council.
2016-2017 ASA Graduate Scholarship Recipient
Thomas Jacob-Vaillancourt

Father of two Thomas Jacob-Vaillancourt received his bachelor’s degree in civil engineering from Laval University, where he now pursues his master’s degree. The goal of his ongoing research is to optimize curing and protection methods for shotcrete. The study will provide a better understanding of the curing impact on hydration and overall durability of dry-mix and wet-mix shotcrete. He is working on one of the projects of the Collaborative Research and Development grant supported by King Shotcrete Solutions and NSERC at Laval University.
2015-2016 ASA Graduate Scholarship Recipient
Antoine Gagnon

Antoine Gagnon received his bachelor’s degree in Civil Engineering at Laval University where he continues to work towards his master’s degree in the same. The focus of his graduate research is in developing shotcrete mix designs with added environmental/sustainable value. Towards that end, he is exploring the reduction of waste associated with shotcrete rebound and inclusion of industrial waste and recycled materials to minimize the use of new resources, all with an eye towards conventional and environmental costs as well as sustainable performance.
2014-2015 ASA Graduate Scholarship Recipient
Simon Bérubé

Simon Bérubé earned his civil engineering bachelor’s degree from Université Laval, where he is continuing on to earn his Master’s Degree in the same field. He is interested in the field of shotcrete repairs and is currently researching spray distribution and the rebound of materials.
Pasquale Basso Trujillo

Pasquale Basso Trujillo received his bachelor’s degree in Civil Engineering and Administration from Universidad Panamericana. He is now pursuing a Master’s in Civil Engineering at Université Laval. He is researching the development length of reinforcing steel in shotcrete structures, and hopes to continue his research through a doctorate.
2013-2014 ASA Graduate Scholarship Recipient
Isabelle Fily-Pare

Isabelle Fily-Pare graduated with a B.Eng from the University of Sherbrooke in 2012 and is currently pursuing a MS in civil engineering from Laval University. Her area of interest is in concrete materials, researching the potential of recycled glass powder in shotcrete mix design.
Lisa Marie Montgomery

Lisa Marie Montgomery graduated from the University of Maryland with a BS in physical sciences with a concentration in civil engineering and BA in criminology and criminal justice, 2011. She is currently working towards an M.Arch from Morgan State University in Baltimore, MD. Coming from a heritage in the construction industry, she recognizes the potential for new and unconventional designs available through shotcrete application.
2012-2013 ASA Graduate Scholarship Recipient
Natalie Boyer

Natalie Boyer graduated from the University of Illinois, Urbana-Champaign with a BS in Architectural Studies. She is currently pursuing a Masters of Architecture degree with an emphasis in structural systems from the same institution. Boyer sees the role shotcrete plays in structural systems and restorations, another area of interest, as significant and advantageous.
Sebastien Girard

Sebastien Girard received a BEng from the Universite Laval in Civil Engineering. He is currently pursuing a Masters in Civil Engineering from Laval as well. Concurrent to his studies, he works as a Forensics Engineer Assistant evaluating defects in concrete structure. This work has spurred his graduate studies in material performance.
2011-2012 ASA Graduate Scholarship Recipient
Jessica L. Benaglio

Jessica L. Benaglio received a B.S.E. from the University of Michigan, Ann Arbor in Civil & Environmental Engineering in 2011. She is currently pursuing a M.S.E. in Structural Civil Engineering from the same institution. During this time, she interned with the Michigan Department of Transportation, performing duties as a highway bridge inspector; surveyor of bridges, roads, entrance/exit ramps and vegetation; designed traffic flow for intersections with MicroStation and obtained her Concrete Field Technician Certification. Her ultimate goal is to design energy sustainable buildings for which she sees the use of Shotcrete as a fitting application.
Patrick O. Power

Patrick O. Power received his B.Eng. Civil Engineering from Laval University, Quebec City, ON (Canada) in 2011 and is currently pursuing his M.Sc. Civil Engineering from the same university. His research at Laval is on the durability of North American shotcrete mixes encompassing mixes from coast to coast. The study aims to provide a wide array of information on mixes ranging from standard coastal Gunite to ternary binder shotcrete. Power plans to pursue a career in concrete repair and sees that additional research in shotcrete would increase the options available to extend the service-life of infrastructure repairs.
2010-2011 ASA Graduate Scholarship Recipient
Rodrigo Valbuena Tovar

Tovar received his BS in civil engineering from the National University of Colombia in 2001 and received a degree as a Specialist in Project Management in 2006 from Pontifcia Bolivariana University in Colombia. Tovar is currently working toward earning his MS in civil engineering from the University of Texas in San Antonio. In Colombia, Tovar participated in several concrete research projects on new construction materials and techniques and has received honorable mention for his thesis, “The Use of MiniRound abouts for Control of the Trafficof Intersections in Bogotá.” Tovar plans to receive his master’s degree and pursue the benefitsof the shotcrete process as a civil engineer.
Jean-Michel Royer

Royer received his BS in civil engineering from Laval University in 2009 and is currently working toward earning his MS in civil engineering from the same university. Royer worked as a Research Assistant for 2 years on concrete and shotcrete at Laval University, was a member of the Steel Bridge Competition Team with the American Society of Concrete Engineers (ASCE), and was a winning member of the Laval University canoe team. Currently, Royer is a Teaching Assistant for a concrete structure course at Laval University and plans to keep teaching during his professional career.
2009-2010 ASA Graduate Scholarship Recipient
Benjamin Turner

Benjamin Turner received his Bachelor of Science in civil engineering from California Polytechnic State University (Cal Poly) and is currently working toward earning a Master of Science in civil engineering at the same university. While at Cal Poly, Turner has worked as an intern at AIS Construction. His work there involved the design, bidding, and construction of multiple soil nail walls, as well as tunnel projects that involved the use of shotcrete. Currently, he is working on a design for the expansion of a tunnel roof using shotcrete and rockbolts in the North American Aerospace Defense Command (NORAD) underground command center. Turner plans to focus his career on this fascinating and growing micro-industry.
Nicolas Ginouse

Nicolas Ginouse received his degree in mechanical and industrial engineering from Arts et Métiers Paristech in Paris, France, and he is currently pursuing an MS in civil engineering from Laval University, Quebec, QC, Canada. Ginouse is beginning his graduate studies on the shotcrete team at Laval University where the main objective of his project is to model the mixture flow at the outlet of the nozzle to predict particle velocity, speed distribution of the stream, and the effects on rebound.
2008-2009 ASA Graduate Scholarship Recipient
Nathan Hicks

Nathan Hicks received his BS in Architectural Engineering in June 2008 from California Polytechnic State University San Luis Obispo and is currently working towards obtaining is MS in Architecture with a specialization in Structural Engineering from Cal Poly SLO.
Hicks spent the past few summers and winters in San Diego working as an intern at the Levig Design Group, Inc. engineering and designing custom homes, garages, and retaining walls. Hicks hopes to use his knowledge of seismic rehab and shotcrete in the upcoming academic year as he continues his graduate research project on when renovation is an acceptable alternative to demolition. Specifically Hick’s hopes to look at possible rehab schemes for the concrete multi-purpose facilities that dominated the Major League Baseball landscape in the 1960s and ‘70s.
Louis-Samuel Bolduc

Louis-Samuel Bolduc received his BS in Civil Engineering in May 2007 from Laval University and is currently working towards obtaining his MS in Civil Engineering from Laval University with an anticipated graduation date of May 2009.
Bolduc entered the construction industry when he was 19 years old working in the construction department of a hardware store. Since then he has been an intern for an important steel manufacturer in Montreal, Canada to develop a composite concrete/steel floor system, he has worked as a research assistant for the shotcrete team at Laval University, and he has been involved in many projects related to rheology, admixture development, and shotcrete durability.
During the pursuit of his graduate studies at Laval University his main objective is to study the effect of shooting parameters and mixture characteristics on transport properties of shotcrete. At this time, Bolduc’s graduate courses are finished but he is completing the experimental part of his project and has started writing his thesis. For the future, he hopes to pursue studies to the PhD level.
2025 | The DeSoto | Savannah, GA
2024 | Lakeway Resort | Austin, TX
2023 | Ojai Valley Inn | Ojai, CA
2022 | Sonesta Resort | Hilton Head, SC
2019 | Omni Amelia Island Plantation Resort | Fernandina Beach, FL
2018 | Silverado Resort and Spa | Napa, CA
Interesting and informative papers are always welcome!
Has your company completed an interesting project, introduced a new service or product, or have other news that the shotcrete industry should know about? Then become an author in Shotcrete magazine.
Deadlines for Submission
Issue | Theme | Deadline |
|---|---|---|
1st Quarter | 2023 | Top 25 Articles of ASA – Part II | December 15, 2022 |
2nd Quarter | 2023 | Outstanding Shotcrete Project Awards | February 15, 2023 |
3rd Quarter | 2023 | Productivity | May 15, 2023 |
4th Quarter | 2023 | Recreational Projects | August 15, 2023 |
About Shotcrete magazine
Shotcrete is a quarterly magazine published by the American Shotcrete Association (ASA) and is designed primarily for promotion of the shotcrete process. Present controlled circulation is approximately 17,000 copies and readership includes engineers, contractors, facility owners, manufacturers, distributors, educators, and public agencies involved in the shotcrete industry across 100 countries.
Topics cover all areas of shotcrete such as buildings, parking structures, bridges, rehabilitation, materials selection, and methods. Each issue has a central theme; however, other topics are also featured in each issue. With rare exceptions, specific product names are not mentioned in articles. The publications committee and an ad-hoc technical advisory group review and approve all material before publication.
ASA encourages you to submit material for the following issue items:
- Feature articles and Project reports (minimum of four per issue)
- Sustaining Corporate Member Profile (offered to Sustaining Corporate Members of ASA) – View PDF
- Corporate Member Profile (offered to Corporate Members of ASA) – View PDF
- New Products & Processes – View PDF
- Shotcrete Corner
- Technical Tip
- Industry News – View PDF
- Safety Shooter
- Pool & Recreational Shotcrete Corner
- Goin’ Underground
- Contractors Corner
What to include when submitting materials for a feature article, Shotcrete Corner, or Technical Tip:
- Article text (average article length is 1500 to 2000 and project report length is 800 to 1000 words)
- Four or more illustrations preferred (photos, tables, charts, drawing details, etc.)
- Measurements (including length, weight, volume, area, speed, etc.) must be in U.S. units followed by metric conversion in parentheses
- Temperature must be in degrees Fahrenheit followed by degrees Celsius in parentheses
- Full references (if appropriate), properly formatted (see below for link to reference examples)
- Captions for each illustration
- Short author biography
- Author photo (if available)
What to include when submitting materials for New Products & Processes:
- Article text (average length is 200 to 250 words)
- One photo illustration
What to include when submitting materials for Sustaining Corporate or Corporate Member Profile:
- Article text (average length is 500 words, although there is no minimum or maximum)
- Photo(s) to accompany profile
- Up to two pages of content
- Company logo and contact information
What to include when submitting materials for Industry News:
- Article text (average length is 100 to 250 words, although there is no minimum or maximum)
- Photo to accompany article
How to submit material:
Please e-mail article text, autobiography text, and caption text as a Microsoft Word document.
High-resolution digital images can be submitted via e-mail or disc. Images should be a minimum of 300 dpi, preferably sized at a minimum of 4 x 6 in. for general photos and at 1-1⁄4 x 1-3⁄4 in. for author photos. Line art should be TIFF, JPEG, or EPS files. Glossy photographic prints and/or 35 mm slides are also accepted, and can be returned if requested. We do not accept color inkjet printouts or color copies of photos. We also do not accept embedded graphics unless they are 300 dpi at 4 x 6 in.
Where to submit material:
Tosha Holden, Managing Editor
American Shotcrete Association
401 Edgewater Place, Suite 600 | Wakefield, MA 01880
[email protected]
Phone/Fax: (248) 983-1712
Did you know you can order reprints of your article, project report, or company profile?
If your company’s project is featured in an article in Shotcrete, the marketing value of that article can be extended by contracting with our design department to create a professional reprint that can be used to market your company for years to come. Options include reprinting the magazine cover, adding your own advertisements, corporate logos, and contact information. To obtain a quote on reprinting your article, fill out and fax in the Reprint Quote Form.
Please submit a point of contact e-mail address for correspondence and a mailing address to send additional copies of the magazine when submitting this material.
Resources
View back issues for previous articles, Corporate Member Profile, Shotcrete Corner, and Technical Tip
Author’s Reference Example Guide